液冷板(水冷板)/ Liquid-cooled plate (water-cooled plate)
水冷工艺是在基板上采用埋管,钻孔,微水道,双层焊接加工等方式形成流道,通过液体的流动带走热量在大功率光连续光钎激光器,
电力电子控制、新能源动力电池散热,大型服务器,转换、驱动、信号传输等领域及UPS及储能系统散热、大型服务器散热、大型光伏逆变器散热、SVG/SVC散热等,为追求高效能、低噪音低温运行,且受到
空间限制时,散热问题成为产品开发理想化的最大限制,液冷散热技术成为首选热管理方式。锐创热能的热设计与热管理工程师拥有丰富的水冷系统研发及水冷板工艺生产经验,
成功为创鑫激光,JPT光电,阳光电源等客户产品提供了成功的应用案例,锐创热能可以提供全方位的液冷散热解决方案,免费为您提供液冷板/水冷板热设计、结构设计、水道连接的水冷散热系统总成设计及
一站式配套服务。
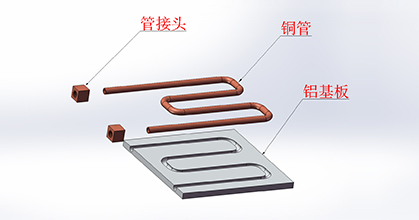
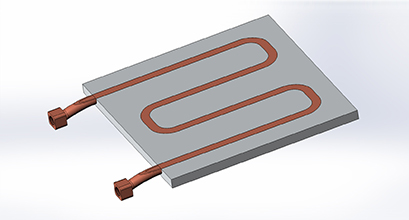
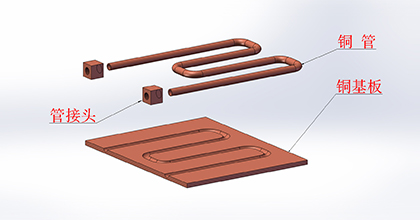
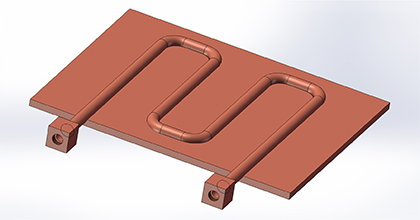
液冷板/水冷板散热器 埋铜管工艺选择:
浅埋管工艺:适用单面安装器件,铜管压扁后与铝板同时铣面,充分利于铜管高导热性能带走热量,利用铝的轻量化起到减重及成本控制。
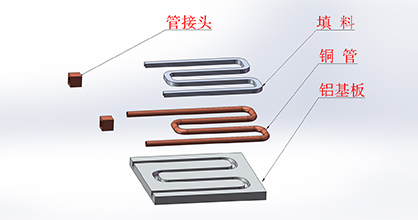
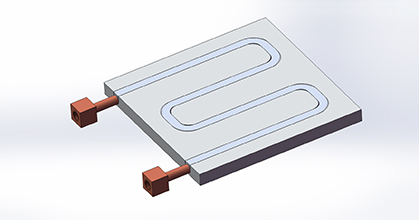
深埋管工艺:适填料为美国进口高导热环氧树脂,双面器件温差要求不高的情况下,可单双面安装器件,因铜管厚度没有进行二次加工,且有填料保护可提供应用的安全性,特别适合冷媒为介质的冷板使用。
焊管工艺:适合铜板+铜管的方式,以此降低板材厚度起到减重效果。
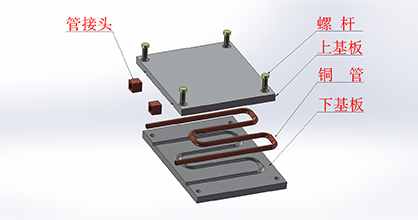
双面夹管工艺:合两面安装器件,工艺简单成本低;铝板+铝管&铜管&不锈钢管。
水冷板焊接工艺选择:
型材+焊接:
利用挤压工艺将冷板流道直接成型,再通过机加方式打通循环,通常采用摩擦焊接、钎焊焊接等焊接工艺进行密封,此工艺生产效率高,成本低;不适用于散热密度过大,表面不适合太多螺丝孔而限制水道走向或降低可靠性。主要应用于:动力电池水冷散热加热装置、分水盒以及标准功率模块一体化散热产品。
机加+焊接:
水冷板采用机加的方式,内部流道尺寸、路径均可自由设计,适合功率密度较大、热源布局不规则、空间受限的热管理产品,主要应用于:风电变流器、光伏逆变器、IGBT、电机控制器、激光器、储能电源、超算服务器等领域的散热产品设计上。
压铸+焊接:
内压铸工艺是非常成熟且应用广泛的成型方式,随着新能源汽车的快速发展,
成为电机控制器、动力电池包托盘及散热箱体成批量生产的首选方式,但需在工艺上控制压铸杂质、汽孔等问题,保守采用密封圈方式或者采用摩擦焊焊接的方式,都需要在工艺上提高可靠性避免导致漏水问题。
文轩热能2011年从北京航空研究所引进摩擦焊焊接技术,
经过近几年对材料的研究、验证及焊接技术的创新,对压铸成型再焊接工艺控制良好,且制程稳定,具备批量交付能力。除了摩擦焊焊接工艺,部分水冷板还会采用钎焊或真空钎焊的焊接工艺,近年来使用率不断上升,特别是在较为精密的水冷板(涉及到铜与不锈钢焊接、双面铜板焊接等)有使用较为普遍。